New details: The production of watertight connectors involves interdisciplinary technologies.
..
The production of watertight connectors involves interdisciplinary technologies. Manufacturers exercise strict quality control over three key links: material selection, structural design and sealing processes.
Material Selection: Balancing Pressure Resistance and Corrosion Resistance
Housings are generally made of titanium alloy, stainless steel or high-strength engineering plastics to combine mechanical strength and corrosion resistance. Internal contacts adopt gold-plated or silver-plated copper alloy, which reduces contact resistance and prevents oxidation. For example, connectors deployed in deep sea have to withstand hundreds of atmospheres of water pressure, so the materials must pass high-pressure tests. Those used in tropical sea areas additionally need to endure the combined impact of salt spray and high temperatures.
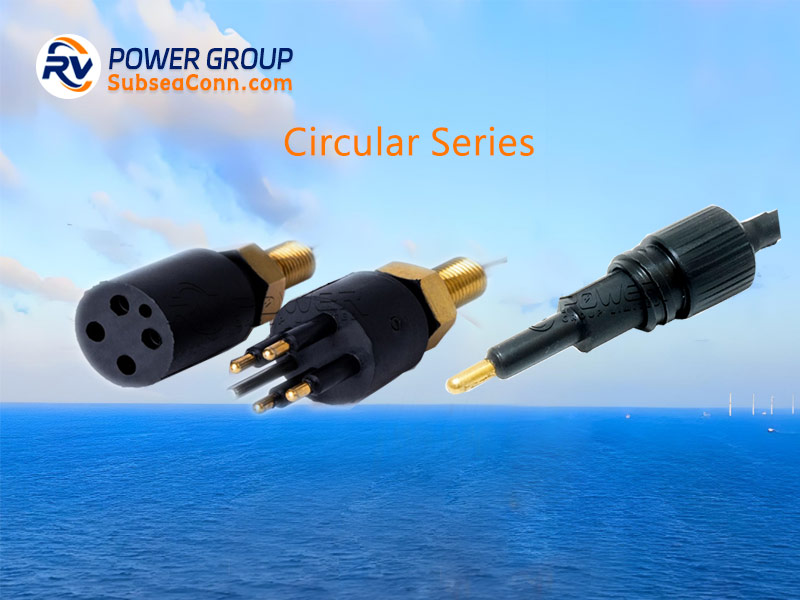
Structural Design: Integration of Modularization and Standardization
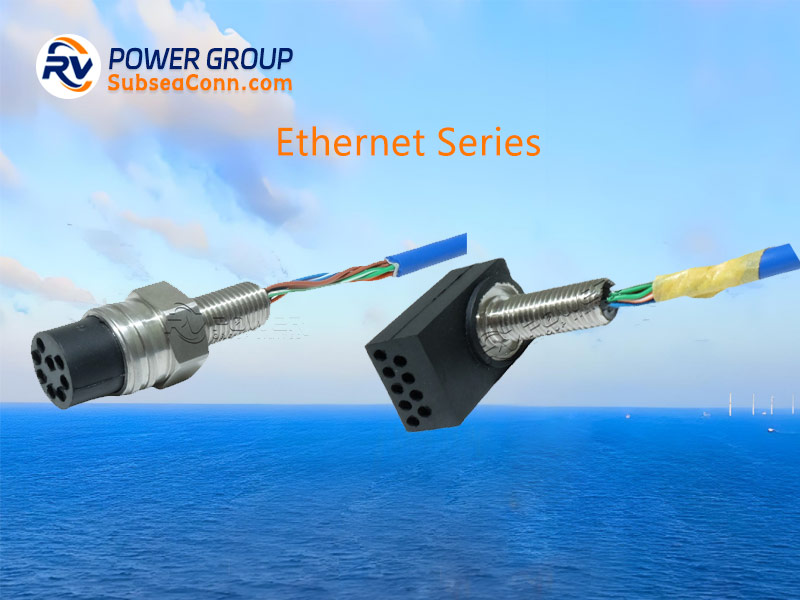
To meet diverse application requirements, manufacturers develop a variety of structural designs. Straight-through connectors allow quick assembly and disassembly, ideal for scenarios requiring frequent maintenance. Rotary connectors adopt thread sealing to boost pressure resistance and are widely used for fixed deep-sea equipment. Multi-core connectors integrate transmission channels for power, signals, optical fibers and more, cutting down the number of equipment interfaces. Thanks to modular design, products can be quickly adapted to different specifications by replacing sealing rings or contact modules.
Sealing Technology: Upgrading from Rubber Gaskets to Laser Welding
Early watertight connectors relied on rubber O-rings for sealing, yet these tend to age and deform after long-term service. Modern manufacturers widely apply double sealing technology. The inner layer uses silicone rubber or fluororubber sealing rings, while the outer layer joins metal housings and insulators via laser welding or glass frit bonding, completely eliminating the risk of water leakage. For instance, certain connector models are required to maintain tightness at extreme temperatures ranging from -40°C to 80°C. Their sealing rings must pass low-temperature embrittlement tests at -55°C and high-temperature aging tests at 150°C.